
cathy 发布于:周三, 04/07/2021 - 14:02 ,关键词:
随着电子产品日益向小型化的趋势发展,相应的PCB的布线密度越来越高,孔径越来越小,各类型的槽孔也越来越多。
1、什么是短槽
当槽长小于2倍的槽宽时称为短槽。(如:槽长0.8mm,槽宽0.5mm)
2、普通加工方式
短槽按普通加工方式会出现什么问题呢?
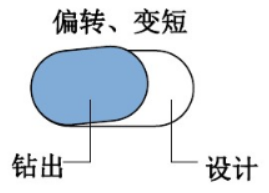
使用普通钻孔模式,断钻的情况会很多,同时也会导致钻出的槽孔变形,呈现狗牙状,且槽会短于客户的设计(如下图)。
3、原因分析
由于钻机主轴的旋转方向是顺时针,加工第二个钻孔时将受到不对称的反作用力,导致向逆时针方向偏斜。

4、正确加工方式
1、建议客户设计时将槽加长,使槽长是槽宽的2倍以上;(部分设计是无法改长槽的,此办法无法适用所有的情况)
2、生产时使用较短刃长的槽刀,减低下刀速度,减少叠层数;(此办法能减少偏斜的程度,但是槽刀翻磨次数降低,产能和成本面临双重压力)
3、先用小的锣刀先加工一遍;(此办法只适用于0.8MM以上的槽宽,且多一道工序,周期延长,成本增加)
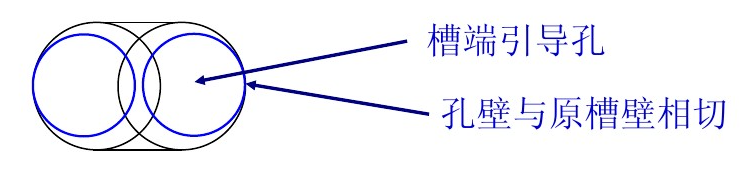
4、从工艺角度优化钻孔流程设计,在槽孔两端预先钻孔(引导孔),减少非对称力。引导孔直径等于槽长减去0.15MM后再除于2。(此方式槽偏斜程度最小,成本最低,是目前解决短槽钻偏的最佳办法)
本文转载自:网络
免责声明:本文为转载文章,转载此文目的在于传递更多信息,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请联系小编进行处理(联系邮箱:cathy@eetrend.com)。

