电子焊接经验
demi 在 提交

demi 在 提交
电路板常见焊接缺陷有很多种,下图所示为常见的十六种焊接缺陷。
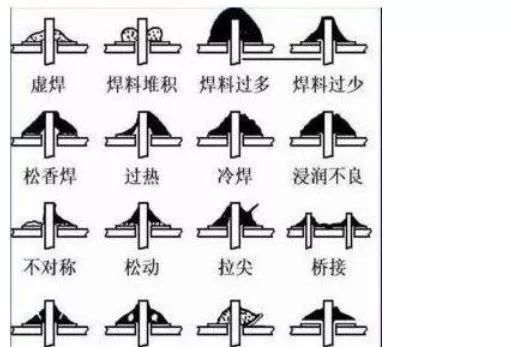
下面就常见的焊接缺陷、外观特点、危害、原因分析进行详细说明。
一、虚焊
1、外观特点
焊锡与元器件引线或与铜箔之间有明显黑色界线,焊锡向界线凹陷。
2、危害
不能正常工作。
3、原因分析
1)元器件引线未清洁好,未镀好锡或被氧化。
2)印制板未清洁好,喷涂的助焊剂质量不好。
二、焊料堆积
1、外观特点
焊点结构松散、白色、无光泽。
2、危害
机械强度不足,可能虚焊。
3、原因分析
1)焊料质量不好。
2)焊接温度不够。
3)焊锡未凝固时,元器件引线松动。
三、焊料过多
1、外观特点
焊料面呈凸形。
2、危害
浪费焊料,且可能包藏缺陷。
3、原因分析
焊锡撤离过迟。
四、焊料过少
1、外观特点
焊接面积小于焊盘的80%,焊料未形成平滑的过渡面。
2、危害
机械强度不足。
3、原因分析
1)焊锡流动性差或焊锡撤离过早。
2)助焊剂不足。
3)焊接时间太短。
五、松香焊
1、外观特点
焊缝中夹有松香渣。
2、危害
强度不足,导通不良,有可能时通时断。
3、原因分析
1)焊机过多或已失效。
2)焊接时间不足,加热不足。
3)表面氧化膜未去除。
六、过热
1、外观特点
焊点发白,无金属光泽,表面较粗糙。
2、危害
焊盘容易剥落,强度降低。
3、原因分析
烙铁功率过大,加热时间过长。
七、冷焊
1、外观特点
表面成豆腐渣状颗粒,有时可能有裂纹。
2、危害
强度低,导电性能不好。
3、原因分析
焊料未凝固前有抖动。

八、浸润不良
1、外观特点
焊料与焊件交界面接触过大,不平滑。
2、危害
强度低,不通或时通时断。
3、原因分析
1)焊件清理不干净。
2)助焊剂不足或质量差。
3)焊件未充分加热。
九、不对称
1、外观特点
焊锡未流满焊盘。
2、危害
强度不足。
3、原因分析
1)焊料流动性不好。
2)助焊剂不足或质量差。
3)加热不足。
十、松动
1、外观特点
导线或元器件引线可移动。
2、危害
导通不良或不导通。
3、原因分析
1)焊锡未凝固前引线移动造成空隙。
2)引线未处理好(浸润差或未浸润)。
十一、拉尖
1、外观特点
出现尖端。
2、危害
外观不佳,容易造成桥接现象。
3、原因分析
1)助焊剂过少,而加热时间过长。
2)烙铁撤离角度不当。
十二、桥接
1、外观特点
相邻导线连接。
2、危害
电气短路。
3、原因分析
1)焊锡过多。
2)烙铁撤离角度不当。
电路板焊接常见缺陷、危害、原因分析
十三、针孔
1、外观特点
目测或低倍放大器可见有孔。
2、危害
强度不足,焊点容易腐蚀。
3、原因分析
引线与焊盘孔的间隙过大。
十四、气泡
1、外观特点
引线根部有喷火式焊料隆起,内部藏有空洞。
2、危害
暂时导通,但长时间容易引起导通不良。
3、原因分析
1)引线与焊盘孔间隙大。
2)引线浸润不良。
3)双面板堵通孔焊接时间长,孔内空气膨胀。
十五、铜箔翘起
1、外观特点
铜箔从印制板上剥离。
2、危害
印制板已损坏。
3、原因分析
焊接时间太长,温度过高。
十六、剥离
1、外观特点
焊点从铜箔上剥落(不是铜箔与印制板剥离)。
2、危害
断路。
3、原因分析
焊盘上金属镀层不良。
来源:电子工程师笔记


demi 在 提交